BIỆN PHÁP THI CÔNG HỆ THỐNG ĐƯỜNG ỐNG GAS ĐIỀU HÒA TRUNG TÂM VRV, VRF

1. LẮP ĐẶT ĐƯỜNG ỒNG GAS
Mục
đích
Ngăn
ngừa quá tải ở từng khu vực do dãn nở
Ngăn
ngừa quá tải ở các đoạn nối do dản nở
Ngăn
ngừa ảnh hưởng đến độ chống nước do dãn nở
- Đỡ
ống gas nhánh và đoạn cong

- Đỡ phía xung quanh dàn lạnh
A+B+C
= 300- > 500

- Đỡ gần lỗ xuyên tường

Tuân thủ 3 nguyên tắc:
1. khô

2. Sạch

3. Kín

- Cách
bảo vệ bọc kín
địa điểm
|
thời gian thực hiện công việc
|
phương pháp bảo vệ bọc kín
|
ngoài trời
|
1 tháng hoặc hơn
|
hàn kín
|
dưới 1 tháng
|
hàn kín hoặc dán keo
|
|
trong nhà
|
không xem xét
|
hàn kín hoặc dán keo
|
-

- Phương
pháp băng kín
Là
phương pháp bọc kín hai đầu ống đồng bằng băng keo vinyl.

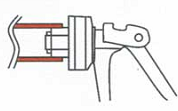
- Xử lý ống
a) Loe ống
Đây là phương pháp nối ống đồng có đường kính 15.9 mm hoặc nhỏ hơn vào máy điều hòa
Dụng cụ

Quy
trình công việc
-
Cắt ống
Dùng
dụng cụ cắt ống xoay chiều trái.
Đưa
lưỡi dao cắt vào thân ống từng ít một theo mỗi lần xoay.
-
Xử lý bề mặt ống
Dùng
dũa để loại bỏ các ba via ở đầu vết cắt.
Dùng
dao khoét hoặc dao nạo để loại bỏ ba via ở phần trong của ống.
Tiếp
tục dùng dũa để loại bỏ ba via ở đầu vết cắt.
Tiếp
tục dùng dao khoét hoặc dao nạo để loại bỏ ba via ở phần trong của ống.
Khi
xử lý bề mặt cắt, luôn dốc ống xuống để tránh làm mạc kim loại rơi vào trong ống.
-
Làm loe ống
Lắp
đai ốc vào trong ống trước khi loa.
Chắc
chắn kích cỡ phần loe trong khoảng cho phép
Uốn ống
Một
số dụng cụ dùng để uốn ống là dụng cụ dùng điện, thủy lực, đòn bẩy, và bánh
cóc.
Trong
thực tế chủ yếu dùng đoàn bẩy.
Dụng cụ
- Quy
trình công việc
-
Kích thước uốn tùy thuộc vào việc uốn từ
bên trái hay bên phải


Đo
kích thước sau khi uốn từ đầu ống bên trái hoặc bên phải.
Cho ống vào dụng cụ uốn, căn đoạn cuối phần cán theo dấu
chỉ “0” của mức kẹp.
Căn
dấu chỉ trên ống theo dấu ‘R’ hoặc ‘L’ trên cán bằng cách dịch chuyển ống.

Dùng
cán uốn ống theo mức độ cần thiết.
Uốn ống từ từ để tránh bị nếp gấp hoặc bị biến dạng ở đường
công phía trong ống.
Nếu trên cán không có dấu ‘L’.
Đánh
dấu kích cở sau khi uốn từ đầu bên trái.
Cho
ống đồng vào dụng cụ uốn.
Căn
đoạn cuối phần cán theo dấu chỉ ‘0’ của mức kẹp.
Cho
một ống cùng cỡ vào khe của dụng cụ kẹp sao cho ống nằm song song với mức kẹp.
căn cứ cho đường trục giữa của ống đó trùng vớ dấu chỉ trên ống kia.
Dùng
cán uốn ống theo mức độ cần thiết.

- Nong
ống
Hai
ống lạnh có thể được nối với nhau bằng cách dãn rộng một đầu ống, sau đó cho ống
kia vào trong đầu ống đó và hàn mối nối kết lại.
Hai
ống lạnh có thể được nối với nhau bằng cách dãn rộng một đầu ống, sau đó cho ống
kia vào trong đầu ống đó và hàn mối nối kết lại.
-
Dụng cụ

-
Quy
trình công việc
Dùng
dao nạo hoặc dao khoét để loại bỏ ba via ở đầu vết cắt.
Nhẹ
nhàng dãn phần dầu ống
Đưa
toàn bộ ống kia vào phòng đầu ống, kẹp đoàn bẩy lại để dãn ống.


Xoay
ống để lấy ống ra.
Hàn là phương pháp sử dụng một kim loại có nhiệt
độ chảy thấp hơn nhiệt độ chảy của kim lạo hàn hoặc sử dụng hợp kim của những
kim loại này gọi là chất hàn để kết nối hai kim loại này alij với nhau mà không
làm chảy chúng. Để đốt chảy chất hàn, dùng ngọn lửa khí oxy và khí cháy ( ví dụ
axetylen, propane)
Dụng cụ để hàn
- Quy trình công việc
Kiểm tra thích hợp khoảng hở giữa ống và chỗ nối
Thổi ni tơ khi hàn
Mục đích
Trong lúc hàn một lớp oxit lớn sẽ tạo ra ở mặt trong của ống. chưa kể những bộ phận khác, lớp oxit này có thể bắt kín van tiết lưu, ống dẫn và đầu vào của máy nén làm ngăn cảng sự hoạt động bình thường. để ngăn ngừa điều này cần thay thế khí oxy trong ống bằng ni tơ khi hàn.
Cách kết nối

Hiệu chỉnh khí ni tơ ở áp suất 0.02 Mpa hoặc tương tự như vậy
- Gia nhiệt sơ bộ
Năm điểm quan trọng khi gia nhiệt sơ bộ
Điểm 1 : Đốt nóng 2 phần kim loại được hàn điều nhau. (ống trong, ống ngoài, và toàn chu vi)


Điểm 2: đốt nóng đến nhiệt độ thích hợp cho kim loại phủ (chất hàn)
640 - > 780 0c ( khi phần kim loại được hàn chuyển từ đỏ đen sang đỏ)
Điểm 3: điều chỉnh lửa hàn và cường dộ lửa
Hàn bằng lửa nhỏ (dùng ngọn lửa cacbon hóa khoảng 5 cm)
Thay đổi cường độ lửa tùy theo kích cỡ của phần kim loại được hàn.

Điểm
4: góc độ ngọn lửa
Để góc độ ngọn lửa từ 80 - > 850

Điểm 5: kiểm tra bằng mắt
Khoảng cách từ đầu ngọn lửa cac bon hóa
Vị trí ngọn lửa
Hướng ngọn lủa

Năm điểm quan trọng trong hàn phủ
kim loại
Điểm 1: xác định khoảng cần phủ kim
loại

Điểm 2: Xác định độ lớn của luồn lửa hàn

Điểm 3: đốt chảy đầu thanh kim loại phủ


Bởi DAKATECHS
DAKATECHS cảm ơn quý khách đã nghé thăm website của chúng tôi.
Liên kết mạng xã hội @ Twitter | Facebook | Google Plus
Casino at The Venetian - Mapyro
Trả lờiXóaFind the perfect casino at the Venetian in Las 익산 출장마사지 Vegas, 원주 출장샵 NV. 나주 출장샵 See 논산 출장마사지 reviews, photos and read real people's reviews 동해 출장샵 before you play.